NACHI-FUJIKOSHI CORP.
Cutting Tools
Main text
SG Spiral Taps
No matter what cutting speeds, stable cutting screw threads and long tool life
Comparison of cutting holes by cutting speeds
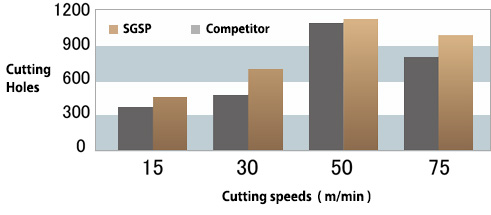
| Cutting condition | |||||||
|---|---|---|---|---|---|---|---|
| Thread size | : | M6 x 1 | Feed | : | Synchronized feed | ||
| Work material | : | S50C (180HB) | Holder | : | Collet chuck | ||
| Thread depth | : | 12mm | Machine | : | Vertical machining center | ||
| Drill hole Dia. | : | Ø5.1 | Cutting fluid | : | Water-soluble cutting fluid (External coolant) |
||
| Drill hole depth | : | 20mm (Blind holes) | |||||
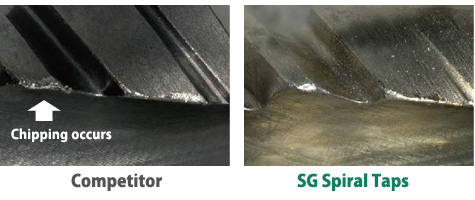
Comparison of wear after cutting 210 holes by cutting speed Vc30
Cutting scenes and chips by every cutting speeds
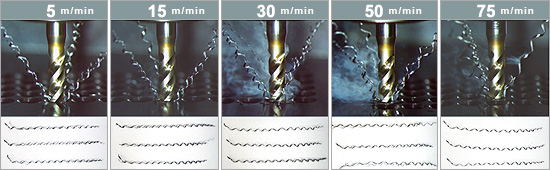
Chips, cutting scenes does not have a change, and stable cutting screw threads is possible
Corresponding to every cutting speeds