切削工具
本文
アクアドリルEX 3フルートハード
SKD61(53HRC)で長寿命
200穴加工後の磨耗比較
| 他社相当品 | AQDEX3FH |
 |
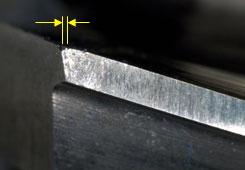 |
| 248穴折損 | 500穴加工中止(継続可) |
| 加工条件 | |||||
|---|---|---|---|---|---|
| ドリル径 | : | Ø6 | 切削油剤 | : | 水溶性切削油剤 |
| 切削速度 | : | 40m/min | 加工深さ | : | 18mm |
| 送り速度 | : | 265mm/min | 通り穴 | : | ステップ6mm |
| 被削材 | : | SKD61 (53HRC) | |||
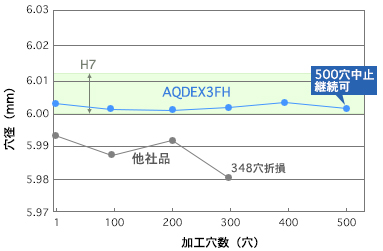
SKD11(60HRC)高硬度材の穴あけ精度
高硬度材で高精度・長寿命
穴あけ精度
| 加工条件 | |||||
|---|---|---|---|---|---|
| ドリル径 | : | Ø6 | 切削油剤 | : | 水溶性切削油剤 |
| 切削速度 | : | 20m/min | 加工深さ | : | 18mm |
| 送り速度 | : | 80mm/min | 通り穴 | : | ノンステップ |
| 被削材 | : | SKD11 (60HRC) | |||