切削工具
本文
DLCミル
DLCの構造
DLCコートは摩擦係数が小さく、アルミニウムが溶着しにくい
DLCミル アルミ用のドライ加工
切削条件
| エンドミル | :10mm |
| 切削速度 | :314m/min (10,000min-1) |
| 送り速度 | :1,000mm/min (0.05mm/刃) |
| 被削材 | :A5052 |
| 切削油剤 | :エアブロー |
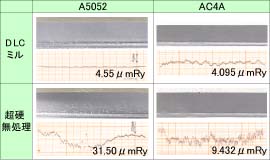
DLCミル アルミ用のウェット加工
切削条件
| エンドミル | :10mm |
| 切削速度 | :314m/min (10,000min-1) |
| 送り速度 | :1,000mm/min (0.05mm/刃) |
| 被削材 | :A5052,AC4A |
| 切削油剤 | :水溶性 |
| 切削長さ | :11m |
DLCミル ラジアスの摩耗比較
切削条件
| エンドミル | :9mm |
| 切削速度 | :572m/min (20,000min-1) |
| 送り速度 | :6,000mm/min (0.15mm/刃) |
| 被削材 | :ADC12 |
| 切削油剤 | :DLCミルラジアス(完全ドライ) 無処理エンドミル (水溶性) |
| 切削長さ | :40m |