切削工具
本文
GS MILL ロングネック
微粒系超硬合金の特性
バインダー量(Co)と硬度
抗折力(TRS)と硬度
ボール形状
 |
|
 |
立壁加工面粗さ
立壁加工面粗さの比較

切削条件
| 使用工具 | :GSBN2 R0.5×12 |
| 切削速度 | :40m/min (12,700min-1) |
| 送り速度 | :0.012mm/t (150mm/min) |
| 被削材 | :NAK80 (40HRC) |
| 切削油剤 | :エアブロー |
 |
 |
 |
 |
平滑化コーティング
GSコート 
Ra=0.08μm Rz=1.1μm |
他社同等品 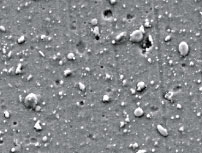
Ra=0.17μm Rz=1.5μm |
外径1×12:NAK80(40HRC)
 |
 切削条件
|
切削長1000mにおける加工変位
 |
切削条件
|
R0.5×12:NAK80(40HRC)
 |
 切削条件
|
外径1×12:NAK80(40HRC)側面加工
 |
切削条件
|