切削工具
本文
GS MILL ラフィング

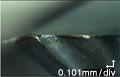
平滑化コーティング
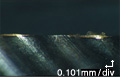
GS コート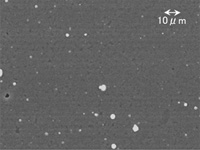 Ra = 0.04μm Rz = 0.8μm |
従来コート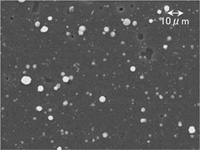 Ra = 0.07μm Rz = 1.35μm |
新開発の超硬母材
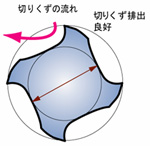
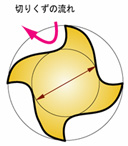
高剛性と切りくず排出性を両立
| GS MILL ラフィング | 他社品 |
 |
 |
SKD11(210HB)溝加工の性能
切削条件
| 使用工具 | :φ10 |
| 切削速度 | :56.5m/min (1,800min-1) |
| 送り速度 | :730mm/min (0.05mm/tooth) |
| 被削材 | :SKD11 (21HRC) |
| 切削油剤 | :エアブロー |
| 切削深さ | :12m |
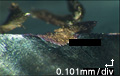
外周逃げ面摩耗の比較
| 外周逃げ面摩耗 | ||
 |
 |
|
 |
 |
|
切削条件
| 使用工具 | :φ10 |
| 切削速度 | :56.5m/min (1,800min-1) |
| 送り速度 | :730mm (0.05mm/tooth) |
| 被削材 | :SKD11 (21HRC) |
| 切削油剤 | :エアブロー |
| 切削長 | :12m |
切削抵抗の比較
| 切削初期 | 切削12m後 | |
 |
 |
|
 |
 |
GS MILL ラフィングは送り速度1500mm/min 以上でも安定加工
切削条件
| エンドミル | :10mm |
| 切削速度 | :80m/min (2,550min-1) |
| 被削材 | :SKD11 (220HB) |
| 切削油剤 | :エアブロー |
(この切削条件は折損限界テスト用で実際の切削条件とは異なります。)