切削工具
本文
AGパワードリル
AGPLSD AGパワーロングドリル
切削抵抗と加工時間の比較
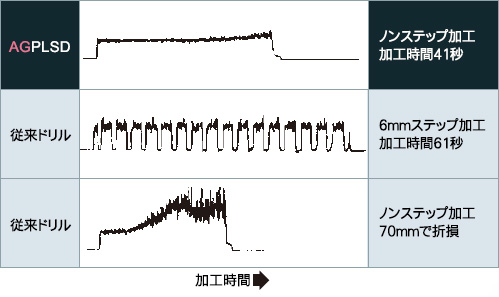
| 切削条件 | |||||
|---|---|---|---|---|---|
| 工具 | : | AGPLSD6.0 | 穴深さ | : | 102mm 止まり穴 |
| 切削速度 | : | 18m/min | 被削材 | : | 炭素鋼 (260HB) |
| 回転数 | : | 955min-1 | 切削油剤 | : | 水溶性 |
| 送り速度 | : | 143mm/min | 使用機械 | : | 立形M/C |
| 送り量 | : | 0.15mm/rev | |||
寿命比較
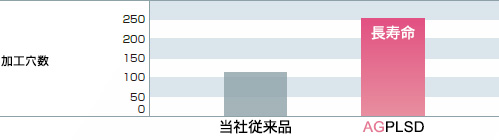
| 切削条件 | |||||
|---|---|---|---|---|---|
| 工具 | : | AGPLSD6.0 | 穴深さ | : | 102mm 通り穴 |
| 切削速度 | : | 30m/min | 被削材 | : | S50C (220HB) |
| 回転数 | : | 1,590min-1 | 切削油剤 | : | 水溶性 |
| 送り速度 | : | 160mm/min | 使用機械 | : | 立形M/C |
| 送り量 | : | 0.1mm/rev ノンステップ | |||