切削工具
本文
アクアREVOミル
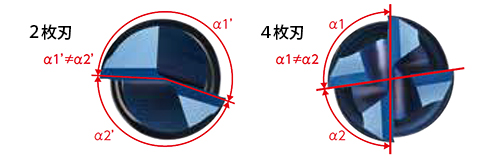
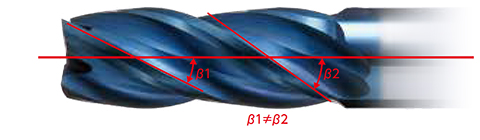
不等分割・不等リードを採用し、びびりやすいステンレス鋼でも、安定加工を実現
不等分割
不等リード
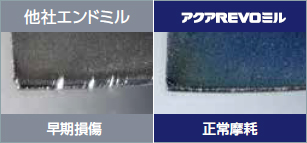
加工面比較
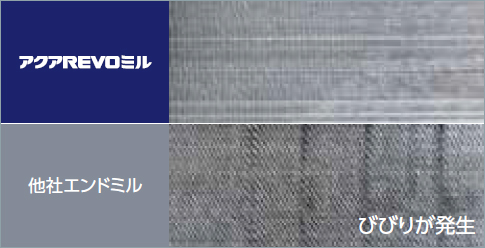
| 寸法 | : | Ø6.0 4枚刃2.5D Gタイプ(ギャッシュランド) | 送り速度 | : | 1,270mm/min(0.04mm/t) |
| 切削方法 | : | 側面加工 | 切込み量 | : | ap9.0mm ae0.6mm |
| 被削材 | : | SUS304 | 切削油 | : | 水溶性 |
| 切削速度 | : | 150mm/min(7,950min-1) | 使用機械 | : | 立形M/C(HSK32E) |
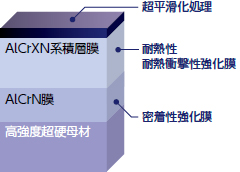
耐熱性、耐熱衝撃性に優れたREVO-Mコートにより、ウェット加工・ドライ加工の両方に最適
 |
|
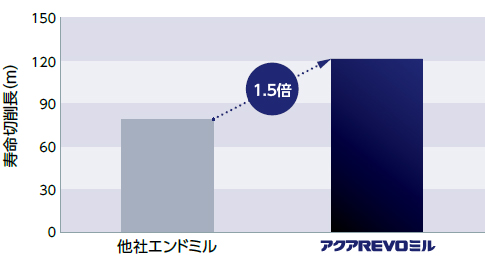
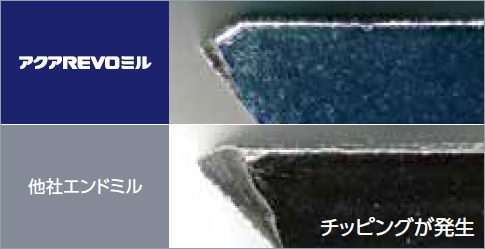
コーナの摩耗の進行を抑え、切れ刃を維持し、長寿命
寿命比較
摩耗比較(切削長80m)
| 寸法 | : | Ø6.0 4枚刃2.5D Gタイプ(ギャッシュランド) | 送り速度 | : | 1,500mm/min(0.06mm/t) |
| 切削方法 | : | 側面加工 | 切込み量 | : | ap12.0mm ae1.2mm |
| 被削材 | : | S50C(180HB) | 切削油 | : | 水溶性 |
| 切削速度 | : | 120mm/min(6,370min-1) | 使用機械 | : | 立形M/C(HSK63A) |